Die Bahnkorrektur ist ein entscheidendes Element in der CNC-Schlichtbearbeitung, das die erforderliche Präzision ermöglicht. In diesem Blogbeitrag werden wir uns eingehend mit den Bahnkorrektur-Einstellungen befassen, insbesondere mit der Aktivierung von G41/G42, sowie die Beeinflussung der Werkzeugbahnen und der Integration von nachgeschliffenen Werkzeugen.
Aktivierung von G41/G42 mitberechnen
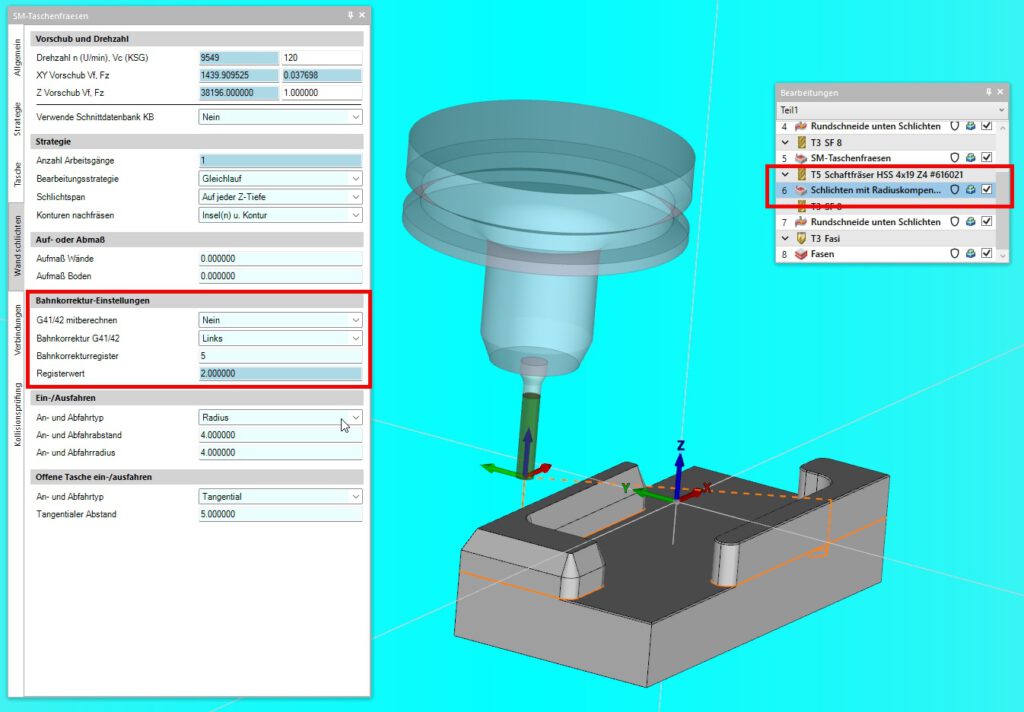
Bevor wir in die Details gehen, ist es wichtig zu betonen, dass die Aktivierung von G41/G42 eine grundlegende Voraussetzung ist, um die Bahnkorrektur in der Schlichtbearbeitung wirksam zu nutzen. Diese Funktion ermöglicht es der Steuerung, die Werkzeugwege entsprechend des Werkzeugradius zu korrigieren, wodurch präzise Bearbeitungsergebnisse erzielt werden können.Aktivierung der Bahnkorrektur links
Die Einstellung „Bahnkorrektur“ führt an der Maschine die „Bedingung“ aktiver Werkzeugradius aus Werkzeugspeicher mitberechnen aus. Das bedeutet, die von Esprit ausgegebenen Bahnen können durch Ändern des Werkzeugradius (Verschleiß des Werkzeugs/Passungen schlichten) beeinflusst werden. Diese Einstellung bestimmt, dass die Korrektur auf der linken Seite der Werkzeugbahn angewendet wird, was besonders wichtig ist, um sicherzustellen, dass das Werkzeug die gewünschte Konturgenauigkeit erzeugt.Integration von nachgeschliffenen Werkzeugen durch Radiuskompensation
Für die Verwendung von nachgeschliffenen Werkzeugen ist die Radiuskompensation von elementarer Bedeutung. . Um dies möglich zu machen, aktiviert ein gutes CAM nur bei Bedarf die Radiuskompensation. In der Regel reichen Parallelbahnen für Schruppbearbeitungen, also im Esprit G41 mitberechnen -> ja, ansonsten aktiviert man beispielsweise für Passmasse und erforderliche Toleranzen die Radiuskompensation. Üblicherweise im Gleichlauf bei Fräsmaschienen. Deswegen in der Regel auch Links der Kontur. Es wäre aber auch ohne Probleme möglich für Gegenlaufbearbeitungen (Rechts der Kontur) oder auch für Schruppbearbeitung. Aber beim Schruppen in der Regel nicht praktikabel, da Mindestwerte der Anfahrtwege dazu berechnet werden müssten, um die Radiuskompensation aufzubauen. Dadurch entstehen unnötige Verfahrwege und weniger Freiheiten bei Anfahrbedingungen.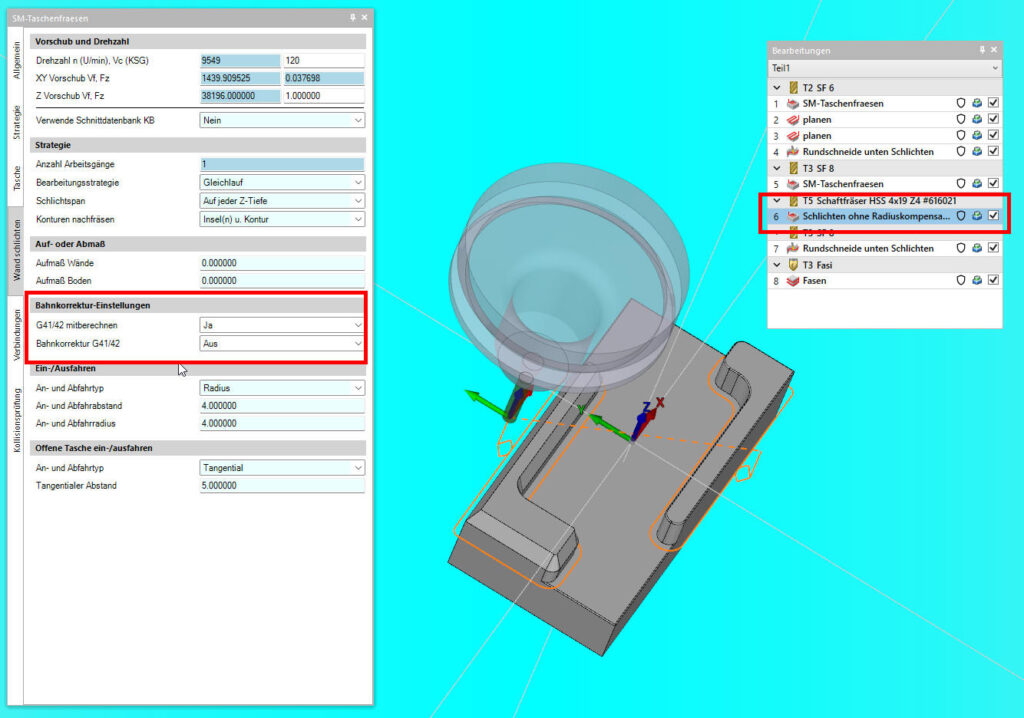
Die richtigen Bahnkorrektur Einstellungen sind entscheidend für eine präzise und effiziente Schlichtbearbeitung. Ein gut erzeugter NC Satz, der die Fräsmaschine in die Lage versetzt, sich automatisch auf nachgeschliffene Werkzeuge einzustellen, ist dabei von entscheidender Bedeutung.
Wir hoffen, dass dieser Beitrag Ihnen dabei geholfen hat, ein besseres Verständnis für die Bahnkorrektur Einstellungen in der Schlichtbearbeitung zu entwickeln und wie Sie sie optimal nutzen können. Wenn Sie weitere Fragen haben oder Unterstützung benötigen, stehen wir Ihnen gerne zur Verfügung.